

















 268 / 306
268 / 306

CARBIDE BURRS
AND STEEL
BRUSHES
268
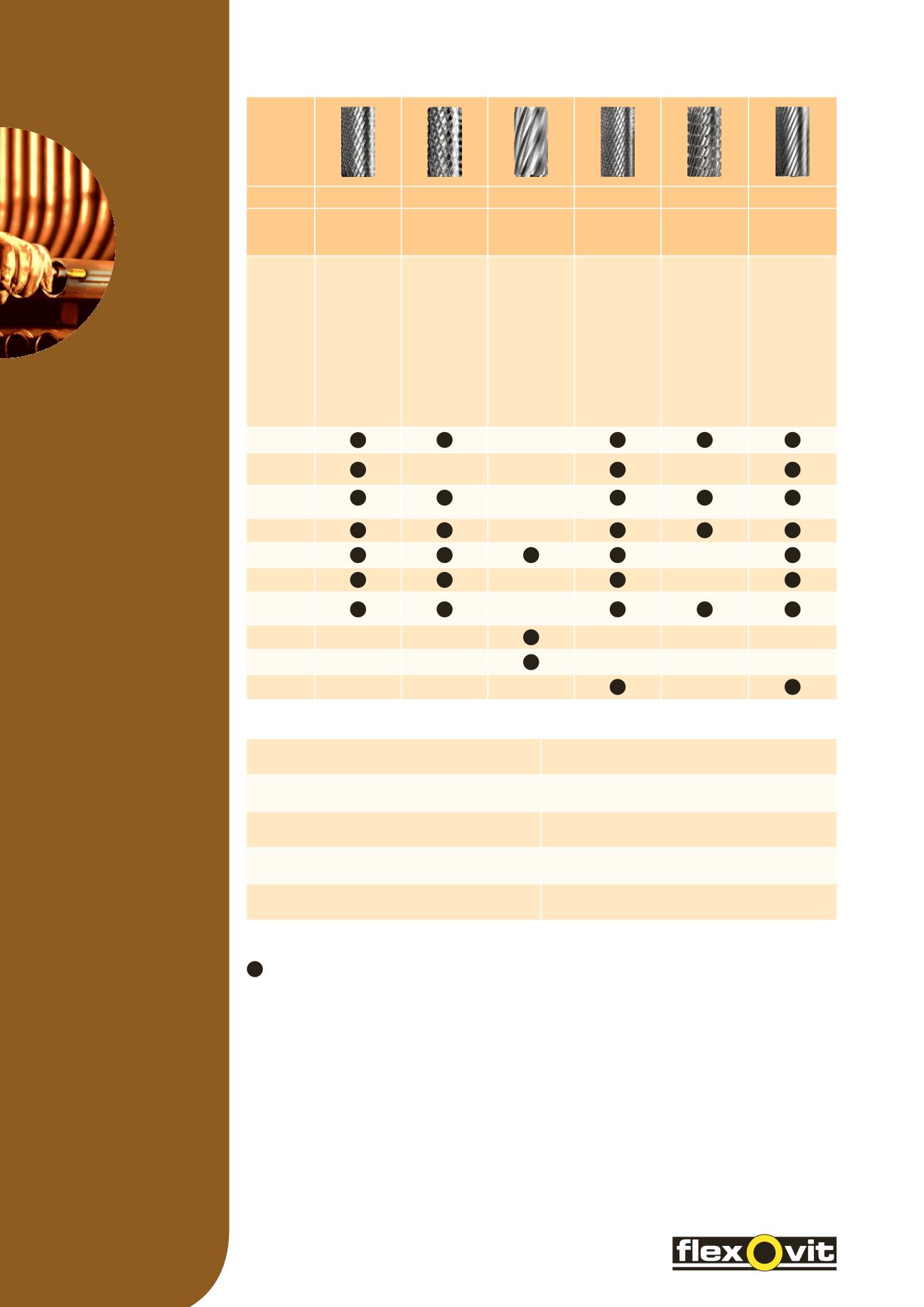
Availability Standard
Standard
Standard
Standard Make to order Make to order
Cutstyle
DC Double
cut
DC/HD
Double cut
heavy duty
ALU
Aluminium
cut
FD
(fine diamond)
CD cut (coarse)
PC
plain cut
Qualities
Universal
cutting style
Fast material
removal
Smooth finish
Granular chip
break
Better stock
removal
Stronger tooth
formation
(decreased tooth
wedge angle)
Longer tool life
Reduced
chipping
For deburring of
aluminium alloys
and plastic
Wide tooth
formation Easy
chip flow
Granular chip
break
Fine finish
applications
Use on heat
treated and
tough alloy steel
General purpose
deburring
General
purpose
application
Produces
scratch free
surface
Steel
Hardened
Steel
Stainless
Steel
Cast Iron
Titanium
Nickel
Copper/
Copper alloys
Aluminium
Plastics
Cement
SELECTING THE RIGHT PRODUCT
It may be necessary to adjust the rates shown
to achieve optimum performance
Running below the optimum speed
will encourage chipping
Harder materials require slower speeds
Running above optimum speed
will cause tooth wear
Smaller burrs require faster speeds
Allowing the tool to become too hot may cause the braze
to melt and detach the head of the shank
Extra long burrs (>150mm long) require slower speeds.
(Max. 15000 RPM)
Using tools and collets that have become
worn will encourage chipping
Apply constant movement and light pressure
when in use
Do not sink the burr for more than
one third of its periphery
USAGE KEY
recommended